
Capítulo 1: Introducción a la tecnología de impresión HALS
HALS (Síntesis de Luz Asíncrona Impedida) pertenece a la familia de la Fotopolimerización Vat. Es un proceso de impresión 3D diseñado para la producción en masa de alta velocidad y grado industrial. A diferencia de la SLA (Estereolitografía) y el DLP (Procesamiento Digital de Luz) tradicionales, HALS no es un simple proceso de "curado y desprendimiento capa por capa". En cambio, mediante innovaciones en los mecanismos fisicoquímicos, permite un método de fabricación similar a la extracción continua de objetos de un líquido.
1.1 Antecedentes históricos
Esta tecnología fue desarrollada originalmente por PollyPolymer para abordar los obstáculos en velocidad y rendimiento de los materiales que presentaba la impresión 3D tradicional. Posteriormente, fue adoptada por marcas como ARKKY para la producción a gran escala de productos finales para el consumidor, como zapatos impresos en 3D. La aparición de HALS marca la transición de la fotopolimerización del "prototipado" a la "producción de piezas para uso final". ARKKY introdujo además tecnología de IA sobre HALS, denominándola AIHALS .
1.2 Definición básica
La esencia de HALS reside en el uso de algoritmos de IA y un control especializado de la interfaz química para lograr una sinergia entre la obstrucción de la reacción de fotopolimerización y la naturaleza asincrónica del movimiento mecánico. Esto da como resultado velocidades de impresión de 20 a 100 veces superiores a las de la SLA tradicional, a la vez que confiere propiedades mecánicas isotrópicas a las piezas impresas.
Capítulo 2: La física de HALS
Para entender HALS hay que profundizar en las dos palabras clave de su nombre: “Obstaculizado” y “Asíncrono”.
2.1 El mecanismo "obstaculizado": el arte de la zona muerta
En la impresión DLP/SLA tradicional, la resina se adhiere a la película desprendible en el fondo del tanque durante el curado. La impresora debe despegar mecánicamente cada capa después del curado (el proceso de despegado), lo que limita significativamente la velocidad de impresión y puede provocar la fractura de estructuras delicadas.
La tecnología HALS introduce un mecanismo de capa de inhibición especializado.
- Inhibición química : Al crear una capa micrométrica rica en oxígeno u otros inhibidores sobre la ventana transparente (comúnmente conocida como zona muerta ), la reacción en cadena de polimerización se extingue rápidamente por las sustancias químicas, incluso aunque los fotoiniciadores estén activados. En consecuencia, la resina permanece sin curar en esta región.
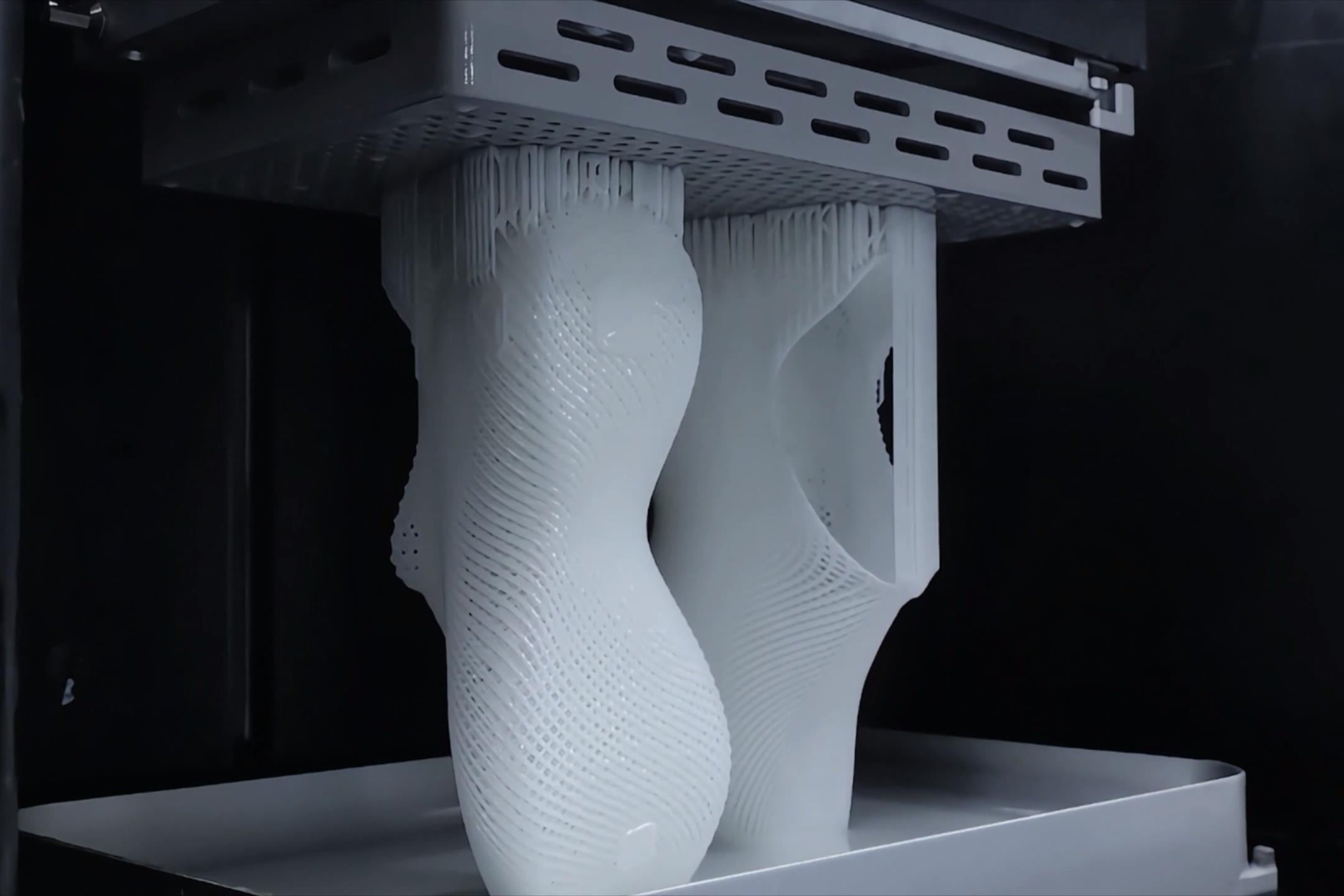
- Reposición de fluidos : Dado que la resina permanece líquida en la zona muerta, la resina fresca puede fluir a la interfaz de curado con extrema rapidez. Esto significa que la pieza impresa nunca toca la ventana óptica inferior; en cambio, se cura suspendida sobre un colchón de aire líquido. Este moldeo continuo sin contacto elimina por completo el paso de desprendimiento mecánico.
2.2 Control "asincrónico": sinergia dinámica impulsada por IA
La impresión tradicional es síncrona: Exposición -> Detención -> Elevación del eje Z -> Exposición. Este es un proceso discreto y con detención. HALS adopta la lógica de control asíncrono :
- Flujo continuo : la elevación del eje Z es continua, lo que elimina la necesidad de hacer una pausa para el reflujo de resina (el reflujo es extremadamente suave gracias a la zona muerta).
- Campo de luz dinámico : La fuente de luz de proyección subyacente (normalmente una matriz LED UV de alta potencia) no es una proyección estática. En su lugar, un algoritmo de IA ajusta dinámicamente la intensidad de la luz y el tiempo de exposición en función de la posición en tiempo real del eje Z, las propiedades reológicas de la resina y el área transversal de curado actual.
- Integración de IA : AIHALS incorpora además redes neuronales para predecir la acumulación de calor y la dinámica de fluidos durante el proceso de impresión. Al compensar los parámetros de luz en tiempo real, garantiza bordes afilados y la ausencia de concentración de tensión interna, incluso durante elevaciones a velocidades ultrarrápidas (p. ej., >300 mm/h).
Capítulo 3: El flujo de trabajo de HALS
La transformación de un modelo digital a una entidad física está altamente automatizada y estandarizada en el proceso HALS.
3.1 Preprocesamiento
- Embrión digital : los diseñadores crean modelos CAD que son especialmente adecuados para generar estructuras reticulares extremadamente complejas.
- Corte voxelizado : El software convierte el modelo en un flujo continuo de imágenes transversales (flujo de vídeo) en lugar de imágenes discretas. Un preprocesador de IA analiza las partes salientes del modelo, genera automáticamente estructuras de soporte y calcula la potencia lumínica óptima para cada milisegundo.
3.2 Proceso de impresión
- Llenado del depósito : Se inyectan fotopolímeros de alto rendimiento en el depósito de la impresora HALS.
- Elevación continua : La plataforma de construcción desciende hasta tocar la capa de inhibición y luego inicia un ascenso continuo. La fuente de luz ultravioleta proyecta las secciones transversales sobre la resina a través de la ventana permeable al oxígeno/transparente en la parte inferior, como si se tratara de una película.
- Control exotérmico : Debido a la extremadamente rápida reacción, se genera una cantidad significativa de calor de polimerización. Los equipos HALS suelen estar equipados con un eficiente sistema de refrigeración activa para evitar la deformación causada por el sobrecalentamiento de la resina.
3.3 Posprocesamiento
- Limpieza : Se utilizan alcohol isopropílico (IPA) o solventes especializados para eliminar los residuos de resina sin curar de la superficie.
- Curado térmico/UV : Es clave para el rendimiento explosivo de los materiales HALS. La mayoría de los materiales HALS (especialmente los elastómeros) utilizan un mecanismo de curado dual . La impresión inicial solo establece la forma (la parte verde ); el tratamiento térmico posterior desencadena una segunda reacción química (como la reticulación de las cadenas de poliuretano), lo que confiere al material la resistencia y elasticidad finales.
Capítulo 4: Ecosistema material
PollyPolymer ha creado una enorme biblioteca de materiales para la tecnología HALS, que contiene más de 5000 formulaciones que cubren todo el espectro, desde lo flexible hasta lo rígido.
|
Categoría de material |
Descripción de la propiedad |
Aplicaciones típicas |
|
Elastómeros HALS |
Presentan tasas de rebote extremadamente altas, resistencia al desgarro y a la fatiga. Su estructura fisicoquímica no es simplemente similar a la del caucho, sino que es similar a la del caucho de poliuretano. |
Entresuelas de zapatillas para correr ( ARKKY ), amortiguadores, sellos |
|
Resinas de base biológica |
Contienen hasta un 53 % de material de origen biológico derivado de recursos renovables. No son tóxicos al quemarse y permiten la biodegradación parcial o el reciclaje en circuito cerrado. |
Bienes de consumo ecológicos, accesorios de moda, zapatos monolíticos impresos en 3D |
|
Resinas de ingeniería resistentes |
Rendimiento similar al ABS o PP, con resistencia al impacto. Apto para enganches rápidos y no se quebra fácilmente. |
Carcasas de drones, piezas interiores de automóviles |
|
Resinas de alta temperatura |
La temperatura de deflexión térmica (HDT) puede superar los 200 °C, manteniendo la rigidez a altas temperaturas. |
Insertos de molde, componentes de canales electrónicos |
Capítulo 5: Comparación técnica (SLA vs. DLP vs. CLIP vs. HALS)
Para comprender mejor el posicionamiento de HALS, podemos compararlo horizontalmente con las principales tecnologías de fotopolimerización.
|
Característica |
SLA (estereolitografía) |
DLP (procesamiento digital de luz) |
CLIP (Carbono DLS) |
HALS (PollyPolymer) |
|
Fuente de luz |
Rayo láser UV (escaneo puntual) |
Proyector (Exposición del área) |
LED UV + Membrana permeable al oxígeno |
Campo de luz dinámico de IA + capa de inhibición |
|
Mecanismo de impresión |
Curado capa por capa (trazado láser) |
Curado capa por capa (proyección de píxeles) |
Producción continua de interfaz líquida (CLIP) |
Elevación continua de alta velocidad (AIHALS) |
|
Velocidad de impresión |
Lento (10-20 mm/h) |
Medio (20-40 mm/h) |
Rápido (más de 100 mm/h) |
Ultrarrápido (200-500+ mm/h) |
|
Calidad de la superficie |
Muy alto, suave |
Textura pixelada promedio |
Alto, sin líneas de capa |
Alto, sin líneas de capa (Sin capas) |
|
Propiedades mecánicas |
Anisotrópico (eje Z débil) |
Anisótropo |
Isotrópico |
Isotrópico, resistencia de grado industrial |
|
Consumibles principales |
Resinas epoxi/acrílicas |
resinas acrílicas |
Poliuretano/Epoxi |
Poliuretano modificado/materiales de origen biológico |
|
Aplicaciones típicas |
Prototipos finos, joyas. |
Modelos dentales, figuritas |
Entresuelas de zapatos, conectores |
Producción en masa de calzado completo, piezas industriales de gran tamaño |
Diferenciadores clave :
- vs SLA : HALS es varios órdenes de magnitud más rápido y ofrece un mejor rendimiento en cuanto al envejecimiento del material.
- vs CLIP : Ambos utilizan el principio de zona muerta, pero HALS enfatiza el control asincrónico impulsado por IA y las capacidades de moldeo de gran formato (lo que lo hace más adecuado para imprimir zapatos completos en lugar de solo entresuelas), respaldado por una biblioteca de materiales más abierta y extensa.
Capítulo 6: Estudios de caso y directrices de diseño
6.1 Aplicación clave: Producción en masa de calzado

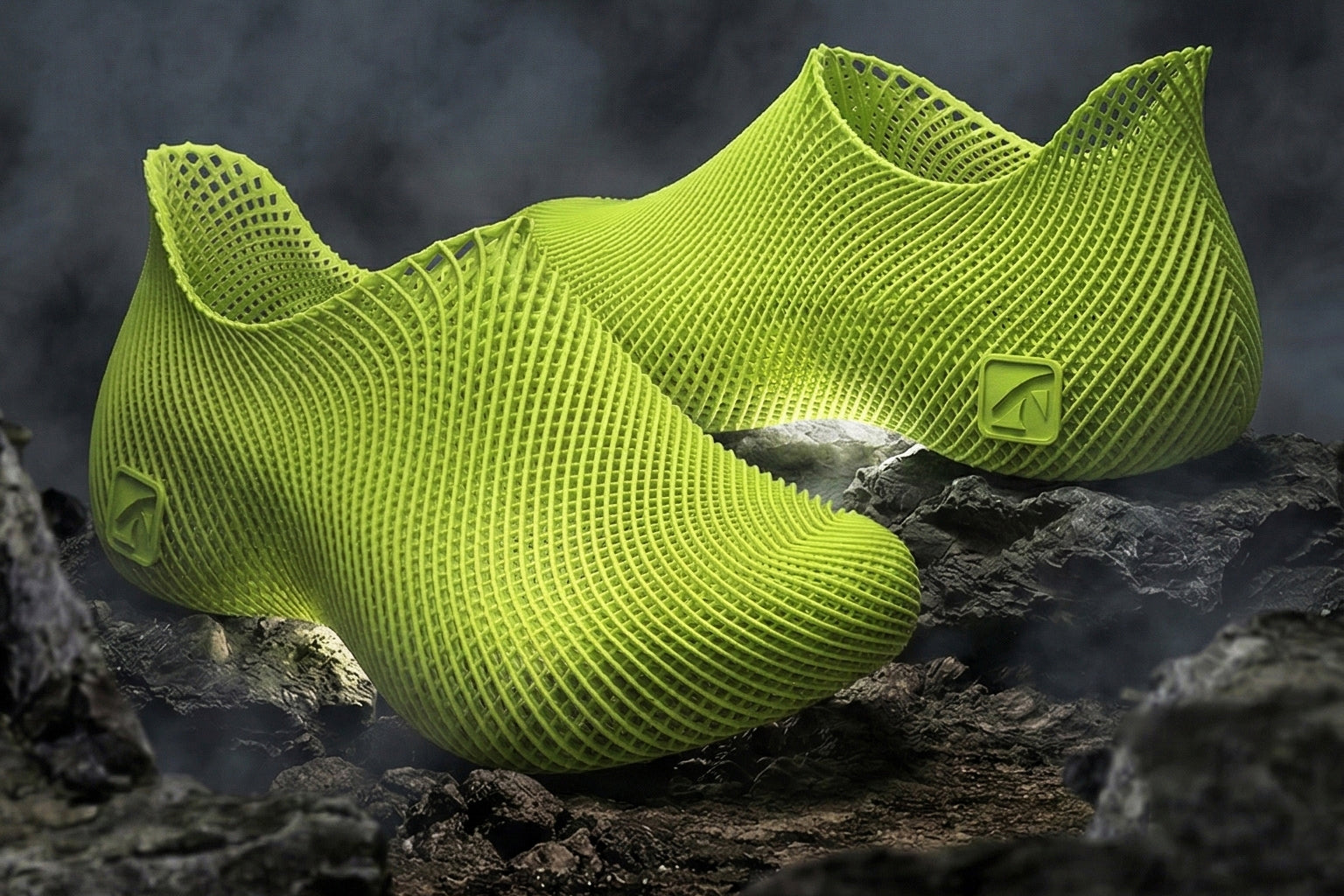
La marca ARKKY es el principal embajador de la tecnología HALS.
- Moldeo monolítico : aprovechando la capacidad de moldeo de gran formato de HALS, ARKKY puede imprimir un zapato completo, incluida la parte superior y la suela, de una sola vez.
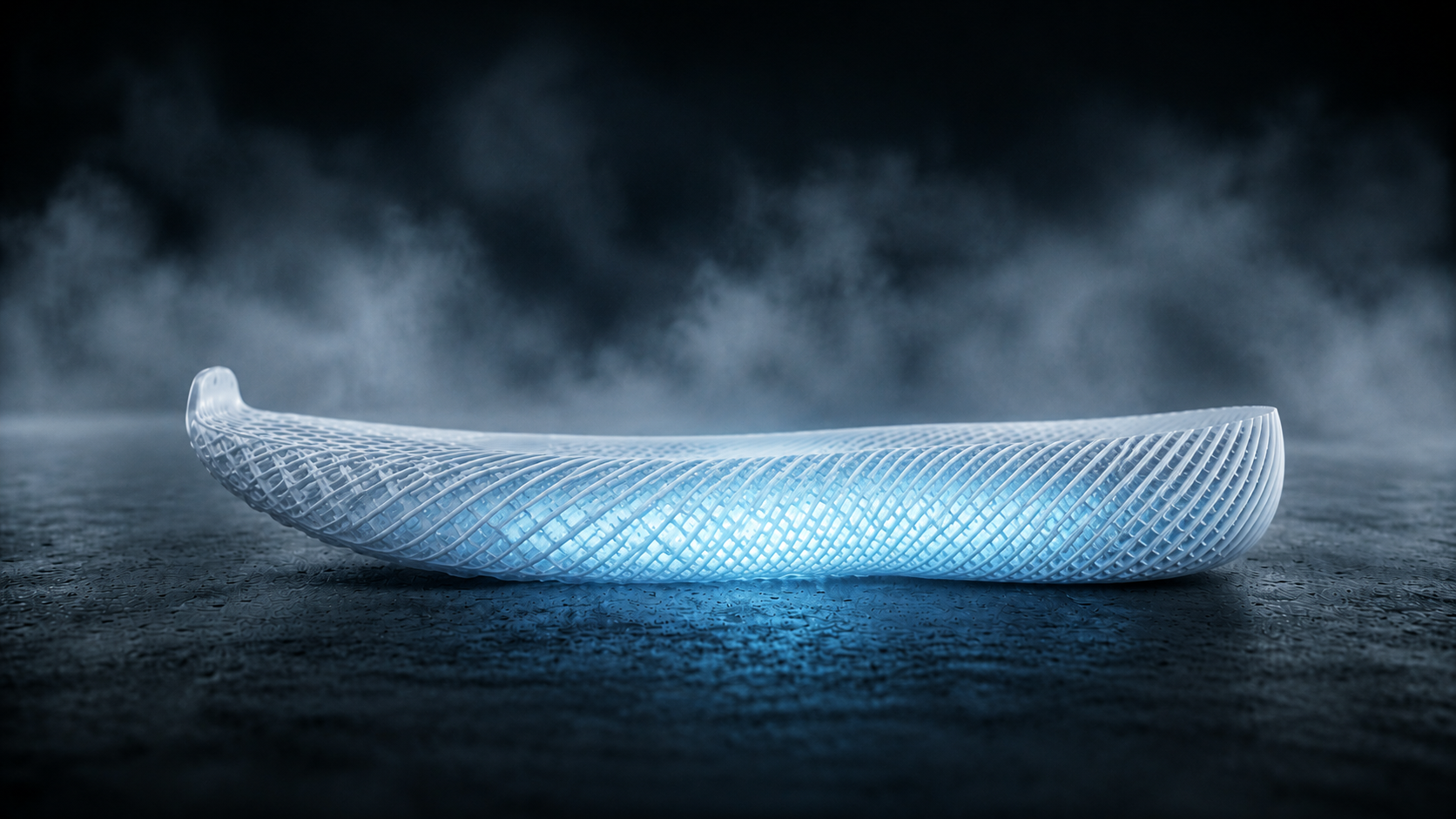
- Mecánica de Retícula : Los diseños utilizan ampliamente estructuras de retícula . HALS puede reproducir a la perfección incluso microrretículas con espesores de pared de tan solo 0,2 mm. Estas estructuras proporcionan transpirabilidad y una amortiguación zonal que los materiales de espuma tradicionales no pueden igualar.
- Revolución de la cadena de suministro : debido a la velocidad de impresión extremadamente rápida (aproximadamente 20 a 60 minutos por zapato), las fábricas pueden lograr una producción de "inventario cero", fabricando en tiempo real en función de los pedidos.
6.2 Industria y robótica
En el campo de la robótica, HALS se utiliza para fabricar pinzas blandas complejas y componentes hidráulicos con canales de flujo internos. Su hermeticidad y resistencia a la presión alcanzan los estándares del moldeo por inyección.
6.3 Directrices de diseño
- Diseño autoportante : utilice la regla de 45° tanto como sea posible para minimizar el material de soporte.
- Orificios de drenaje : Para estructuras huecas, se deben diseñar al menos dos orificios de drenaje con un diámetro >3 mm para evitar que la resina sin curar quede atrapada en el interior.
- Características mínimas : El espesor de pared mínimo recomendado es de 0,5 mm y el diámetro mínimo del orificio es de 0,8 mm.
- Orientación de la red : tenga en cuenta la dirección de la fuerza durante la impresión al diseñar redes; aunque HALS es isótropo, la orientación adecuada puede reducir la resistencia del fluido durante la impresión.
Conclusión
La tecnología de impresión HALS es más que una versión acelerada de SLA; es la puerta de entrada para la fabricación aditiva a la producción en masa . Gracias a AIHALS, PollyPolymer y ARKKY han demostrado que la impresión 3D puede equilibrar velocidad, calidad y coste, convirtiendo la fabricación digital en una auténtica fábrica digital.

Compartir:
Fabricación aditiva vs. fabricación sustractiva: ¿cuál es la diferencia?